How to Select a Connector Supplier
Wondering how to select a connector supplier? The selection method must ensure the supplier can meet all established performance, cost, lead-time, and service requirements.
 Once several manufacturers’ connectors have been evaluated for a specific application, it is likely that the ultimate selection will be made from at least three or four manufacturers (and maybe more if the connector is an industry standard). It then becomes necessary to establish a method to select the best supplier. This selection includes both a business and technical component. The selection method must ultimately verify that the supplier has the potential to meet all established performance, cost, service, and lead-time requirements.
Once several manufacturers’ connectors have been evaluated for a specific application, it is likely that the ultimate selection will be made from at least three or four manufacturers (and maybe more if the connector is an industry standard). It then becomes necessary to establish a method to select the best supplier. This selection includes both a business and technical component. The selection method must ultimately verify that the supplier has the potential to meet all established performance, cost, service, and lead-time requirements.
Some connector companies sell through distributors and sell directly only to OEMs they consider to be strategic or key accounts. The ultimate supplier is the connector manufacturer. Therefore, collaboration with the distributor may be required to obtain the needed information. Evaluation of the distributor from a technical perspective needs to be focused on the following three items: Access to the connector manufacturer’s engineering and quality assurance personnel; the distributor’s stock rotation process that assures solderable connectors have not exceeded the recommended shelf life; and the supplier’s method of notifying customers of product design changes and product discontinuation. This is best accomplished when the distributor is an “authorized distributor” who procures the connectors directly from the connector manufacturer.
Connectors are used in many applications. It is necessary to prioritize the time and resources used for the supplier selection process so that the suppliers’ capabilities are realistically matched to a customer’s requirements. Typically, custom-designed connectors will require more time and resources to select the supplier. They will also require more resources to ensure meeting all specified requirements.
As a connector becomes more “critical to success,” more effort will be required to select the supplier. “Critical to success” is evaluated by asking: If the connector fails, how severe will the effect be on the function of the end product and the ultimate financial success of the product and the company? Fewer suppliers and more customization also imply more risk and hence require more time and effort to evaluate suppliers.
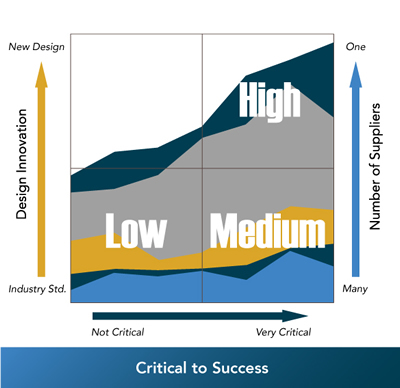
From the chart above, it is evident that selection of an industry-standard connector with many suppliers will require the least amount of effort to select the supplier. The specifying engineer can limit the manufacturers to those on an “approved manufacturers list” or by specifying the connector manufacturer in the case of a single source. Just as there is no perfect connector, there is also no perfect supplier. If a method is developed to evaluate connector suppliers for the most critical and customized connector that may be required, each evaluation can be modified based on the associated risk.
A customized connector, which is a modification of a supplier’s standard product, requires direct communication with the supplier’s design engineers. For simple modifications, this may be done through the supplier’s field sales representatives. As the modification becomes more complex, direct communication between the engineer who specified the requirements and the connector design engineer becomes more important.
As the connector becomes more customized or becomes a unique new design, it is essential to determine that the supplier’s commitments for delivery and costs are realistically achievable. This is especially true if there are several potential suppliers. If one or more of the connector suppliers are current suppliers with a history of excellent performance, this makes the selection process less time-consuming, and you may limit the research to the supplier’s ability to design and manufacture a new connector. In the case of a new supplier, an assessment of both design and manufacturing capabilities will be required. In the case of the design, participation in the design concept and design validation will ensure that performance requirements have been achieved.
It is essential to evaluate manufacturing capabilities. Often new connector designs push the envelope of materials and manufacturing processes. Connectors will meet performance requirements to the extent that the manufacturing processes meet the requirements of the connector production drawings. To design and manufacture a modified or new connector design, the supplier will incur costs for manufacturing tooling and equipment. In the case of a custom and connector, the customer should be realistically prepared to pay for at least some of this tooling cost. This will include the effort to validate the manufacturing processes.
For a highly customized connector, it is important to evaluate each potential supplier’s management system, design engineering success, and manufacturing capabilities as they relate to connectors. It can be helpful to use a matrix and scoring system to get a good comparison. The following is a simplified example.
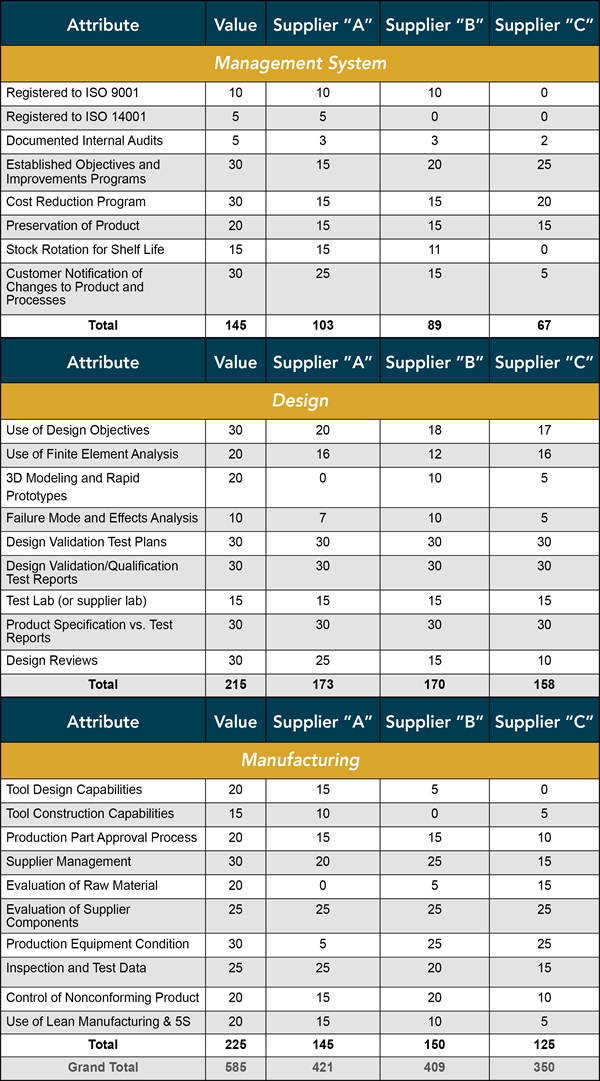
This evaluation matrix will change for each connector application, depending upon the complexity of the design and the criticality of the connector in the equipment. The value for each attribute will vary with the connector application and the associated risk. A successful selection depends upon establishing realistic requirements and open communication with the supplier. Be prepared to devote some time to monitoring the selected supplier’s design and manufacturing tooling progress to ensure that qualified connectors will be available when needed. Consider requesting prototypes in order to verify the form and fit for the application.
Ultimately, the supplier will become a member of your team, so it is important to reach agreement with the supplier on all expectations of the relationship, in addition to performance and cost requirements of the connector.
[hr]
 With more than 30 years in the connector industry, George Bedorf has established a record of success with strategic planning and tactical implementation using process improvement methodology. He has expertise in the use of planning and tools to improve both business and manufacturing processes, as well as extensive hands-on experience in the development and implementation of new processes and the introduction of new products into manufacturing. Bedorf’s management experience includes director of quality assurance at AMP Incorporated. He has an engineering degree from Stevens Institute of Technology.
With more than 30 years in the connector industry, George Bedorf has established a record of success with strategic planning and tactical implementation using process improvement methodology. He has expertise in the use of planning and tools to improve both business and manufacturing processes, as well as extensive hands-on experience in the development and implementation of new processes and the introduction of new products into manufacturing. Bedorf’s management experience includes director of quality assurance at AMP Incorporated. He has an engineering degree from Stevens Institute of Technology.






