Power Contacts/Connectors Part II – Current Concerns
Power Contacts/Connectors
Part II: Current Concerns
Before we begin discussing current rating, let’s define the types of current a contact or connector may carry. There are four different current types: Transient, overload, steady state, and intermittent, also called duty cycle, currents. Figure 1 illustrates the first three current types in an induction motor application.
Region A in the figure shows a transient current. The magnitude and duration of the transient current is dependent on the application and, the type of load applied to the connector. In this case, the transient is rather long, and peaks during the first half-cycle of the application of the current. Its peak magnitude is about 14 times that of the steady state current of 14 amperes. As noted in the first article in this series, the asperity structure of the contact interface will follow this current distribution, as it will for transients of much shorter duration. The transient current contribution of the contact interface resistance to Joule heating will be small due to the short duration of transient currents, and will not be an issue in the T-rise or current rating of a contact. However, the peak transient current is a different story. If the magnitude of the transient is sufficiently high, the Supertemperature of the asperities can reach the melting point of the contact interface, and in effect create a resistance weld at the interface. If this happens, the separability of the connection may be compromised, or if separable, damage to the interface may occur during unmating. These two effects are the major concerns we have about transient current-related degradation.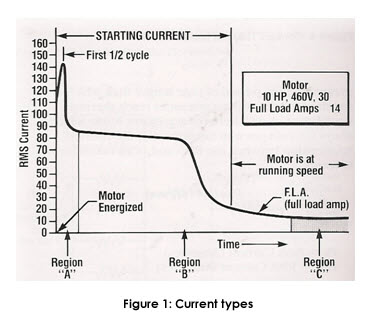 Region B of figure 1 illustrates an overload current region. For an electric motor start up, the magnitude and duration of the overload depends on the conditions necessary to get the motor up to operating speed. In this case, the peak overload current is about eight times the steady state current. Once again, the magnitude and duration of overload currents will generally not affect the T-rise of the contact interface. Peak overload currents are typically not high enough to result in interface melting, though this possibility should not be excluded. Again, overload current magnitude and duration are dependent on the applied load.
Region B of figure 1 illustrates an overload current region. For an electric motor start up, the magnitude and duration of the overload depends on the conditions necessary to get the motor up to operating speed. In this case, the peak overload current is about eight times the steady state current. Once again, the magnitude and duration of overload currents will generally not affect the T-rise of the contact interface. Peak overload currents are typically not high enough to result in interface melting, though this possibility should not be excluded. Again, overload current magnitude and duration are dependent on the applied load.
In region C, the motor is up to speed and the steady state current will be 14 amperes. For this application, the connector used must have a current rating value in excess of 14 amperes.
The last current type is an intermittent or duty cycle application. The duty cycle contribution to current rating consideration depends on both the applied current pulse and the duty cycle, how much of the application life will be under load. Once again, Joule heating and Supertemperature effects must be considered. Joule heating depends on I2R, where R is the resistance of the contact, and Supertemperature depends on IRc, where Rc is the resistance of the contact interface. The apparently simple difference in current dependence, however, is complicated by the time constant of the thermal systems. As mentioned, Supertemperature is effectively instantaneous, while Joule heating takes time to heat up the mass of the contact to increase the contact temperature. Thus, a high peak current pulse of short duration, say five percent of the duty cycle, could affect Supertemperature, while the effects of a lower-peak longer-duration pulse, say 75 percent of the duty cycle, would influence T-rise. The effect of pulse duration has two aspects. As pulse duration increases, the Joule heating due to the pulse will increase, and the heat dissipation, the cooling between the end of the pulse and the next pulse, will decrease. Thus, the T-rise for a pulse of a given current will increase as the pulse duration increases in a super linear manner.
The Supertemperature, melting, effects of transient, overload, and duty cycle currents are straightforward. In principle, the critical current for interface melting can be calculated, and as long as the peak current does not reach that value, melting will not occur.
Calculation of the critical current is based upon the fact that there is a melting voltage for all materials, and the relationship between melting voltage, Vm, and melting current, Im, is given by:
Vm = Im Rc
Where Rc is the contact interface resistance. Given that Rc is often only “known” approximately, a conservative estimate of Im, say 90 percent of the calculated value, may be appropriate. That leaves us with Vm. Vm is a materials property. Vm values for tin and silver, respectively, are 130 and 370 millivolts. Using these values for Vm, and taking into consideration that the contact resistance will increase with temperature, due to the temperature coefficient of resistivity of the contact interface material, we can determine critical values for Im Rc that will lead to melting of the contact interface. Those values for tin and silver, respectively, are 59 and 89 millivolts. Therefore, a tin-plated contact that has a voltage drop of 59 millivolts across the contact interface at room temperature will reach the melting voltage of tin due to Joule heating. For example, a tin-plated contact with a room temperature contact resistance of 1 milliohm will melt due to the Joule heating of a transient current of 59 amperes. An application having high transient currents may require a contact with a higher current rating to take advantage of the, generally lower contact resistances of such contacts.
The T-rise effects of overload and duty cycle currents are more complicated, due to their dependence on the shape and duration of the current profile during the overload period or duty cycle and the electrical and thermal time constants of the system as they impact both Joule heating and thermal dissipation processes.
Severe overload conditions may call for higher base-current-rated connectors, which will have a reduced rate of Joule heating. Low duty cycle applications, on the other hand, may allow the use of a connector with a lower current rating, due to reduced Joule heating. The lower current rating connector may offer benefits in cost or size.
We’ll expand on our discussion of current rating principles and practices in an upcoming edition of ConnectorSupplier.com.
- Nanocrystalline Silver Alloy Contact Finishes in Electronic Applications - April 6, 2015
- Nanocrystalline Silver Contact Platings - March 16, 2015
- Dr. Bob on Gold Flash Contact Finishes (and Max Peel) - September 22, 2014






