Termination in Aluminum Stranded Conductors
Termination in Aluminum Stranded Conductors
 Given its good electrical conductivity, aluminum (Al) is an ideal material for use in electrical cables. The substitution of copper (Cu) conductors for aluminum ones supports two focal requirements arising in the field of automotive engineering.
Given its good electrical conductivity, aluminum (Al) is an ideal material for use in electrical cables. The substitution of copper (Cu) conductors for aluminum ones supports two focal requirements arising in the field of automotive engineering.
First, as a lightweight material weighing approximately two-thirds less than Cu, Al can be used to cut down the overall weight of cable harnesses. Even taking into consideration the relation of conductivity and density, an Al conductor with the same resistance is still around 50% lighter than its Cu equivalent. This weight reduction has the primary effect of reducing fuel consumption and consequently also cutting CO2 emissions. Lightweight construction is equally important in vehicles with alternative drive systems (hybrid or electric vehicles), as it can substantially increase vehicle range in the electric driving mode, and so help to limit the size and weight of the required traction battery.
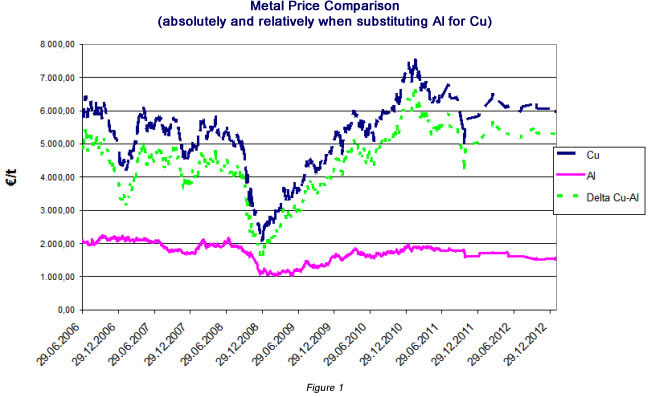
Secondly, Al is a construction material that is available in plentiful supply, and unlike the limited available resources of Cu, is not a speculation metal. This means that the price of Al remains comparatively stable at a significantly lower level than that of Cu. As a rough benchmark, prices range around 1.60 €/kg for Al compared to around 6 €/kg for Cu (end of 2012).
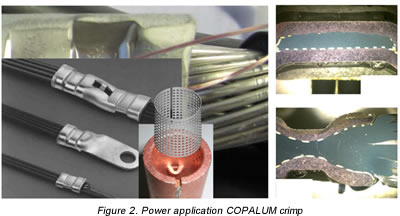
For applications in the field of power engineering, the COPALUM crimp connector (Figure 2), developed by TE Connectivity for contacting Al conductors, has proven highly successful. Within the AMPLIVAR crimp and its product family, TE Connectivity has also developed solutions for Al stranded conductors, but to date they have not been used in automotive applications. Since 2009, the fundamental experience gained from the use of these products has aided the development of the LITEALUM for use in a process-reliable, durable termination of Al stranded conductors with the cross-sections used in automotive applications.
Challenges in Termination
Alongside its strengths, Al has a number of properties that can impede its use as a conductor material:
- The light alloy demonstrates an increased creep tendency under mechanical loads from around 80°C, while in Cu this phenomenon only occurs to a comparable extent at temperatures above 230°C. Consequently, connections from Al to Cu must be specifically designed at the contact points of a cable harness in such a way as to ensure no loss of electrical characteristics over the service life of the product.
- In the presence of moisture at the immediate point of contact, the potential difference existing between Cu (0.3V) and Al (-1.69V) results in the dissolution of Al, the baser of the two metals. Measures have to be taken to prevent this unwanted effect.
- Al is a ductile metal with a pronounced degree of flexural sensitivity. Al possesses only one-third of the mechanical strength of Cu. These properties must be considered when the material is dimensioned for conductor applications in order to achieve the required degree of mechanical strength, both in the wire itself and also in terms of the pull-out strength of connections. Depending on the vehicle manufacturer, typical specified pull-out strengths are between 60 and 90 N.
Another challenge in terms of contacting is that Al forms a dense and extremely hard oxide layer. While this oxide layer protects the material from progressive corrosion, it also has the characteristics of one of the best-known insulators. Consequently, a good electrical connection requires the oxide layer to be reliably destroyed during termination.
Functional Characteristics of Al Termination in the LITEALUM
The newly developed solution for contacting Al conductors is a LITEALUM crimp barrel. The design and surface properties of the F-Crimp barrel, and particularly the crimp termination zone, are precisely tailored to the material requirements of the Al conductor.
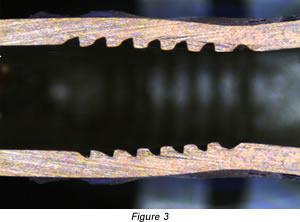 The inside of the LITEALUM crimp barrel features sharp-edged serrations, which lend the surface the appearance of a “washboard” (Figure 3). The term “shark fin serration” adequately describes the contour of the ridged edge. During the crimping operation, the serrations break up the oxide layer, exposing the pure Al below to permit the electrical contact to be established by local cold welding.
The inside of the LITEALUM crimp barrel features sharp-edged serrations, which lend the surface the appearance of a “washboard” (Figure 3). The term “shark fin serration” adequately describes the contour of the ridged edge. During the crimping operation, the serrations break up the oxide layer, exposing the pure Al below to permit the electrical contact to be established by local cold welding.
During crimping, targeted use is made of Al’s inherent ductility. The low yield point causes the conductor material to undergo far greater mechanical deformation during crimping of the strands than the Cu sleeve. The volumetric flow caused by this deformation is displaced axially in both directions along the sharp ridges of the micro-serrations and into them (Figure 4).
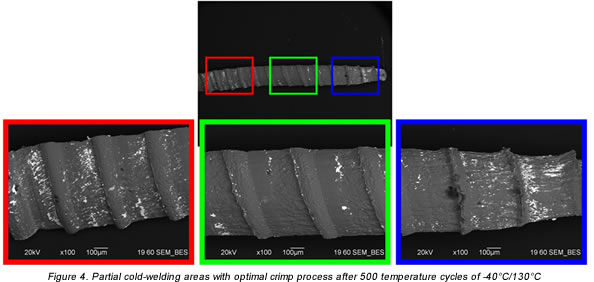
When the crimping tool is fully closed, due to the elongation of the conductor in the longitudinal direction under the impact of the load, partial cold-welded areas are formed between the crimp sleeve and the conductor (Figure 5). The fact that Cu and Al are able to alloy well together is utilized here, as the contact 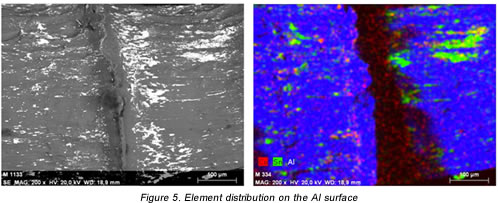 surface of the crystal lattice shows a mutual penetration of the conductor materials involved. With a verified cold-welding surface accounting for a proportion of more than 5%, similar electrical contact resistance levels exist as with full-surface welding. Due to this metallurgically bonded connection, the electrical durability is very high. Mechanically speaking, the crimp connection between Al and Cu is actually stronger than between Al and Al. From a wire cross-section of 1.5 mm², the new crimp connections already demonstrate pull-out strengths of 80 N.
surface of the crystal lattice shows a mutual penetration of the conductor materials involved. With a verified cold-welding surface accounting for a proportion of more than 5%, similar electrical contact resistance levels exist as with full-surface welding. Due to this metallurgically bonded connection, the electrical durability is very high. Mechanically speaking, the crimp connection between Al and Cu is actually stronger than between Al and Al. From a wire cross-section of 1.5 mm², the new crimp connections already demonstrate pull-out strengths of 80 N.
With remaining residual surface pressure of around 180 N/mm² in the crimp, at only a small number of points (Figure 6), few conditions exist that could cause outward creep of the Al from the crimp barrel.
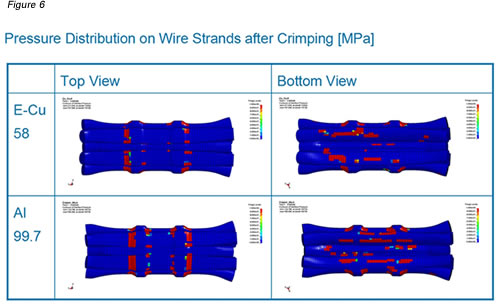
Consequently, it is not the degree of residual stress in the crimp that is responsible for creating a good electrical contact, but only the partial cold welding. A mechanical simulation between two cross-sections demonstrates there is practically no difference between an Al and a Cu conductor after crimping.
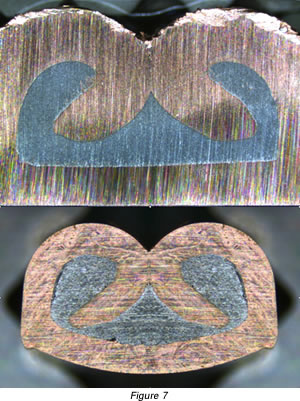
In order to create the largest possible contacting surface to the Cu for the greatest possible number of strands, the new crimp barrel for Al stranded conductors is rolled in as far as possible. While the assessment criteria for the Cu crimp do not apply to Al crimping, at the same time the sleeve does not come to rest against the floor (Figure 7.).
The geometry of the LITEALUM crimp features a gradient at the rear end to preclude any relevant notching effect on the Al conductor. The deformation and elongation of the conductor diminish continuously towards the rear end of the barrel, preventing edge formation and predetermined breaking points.
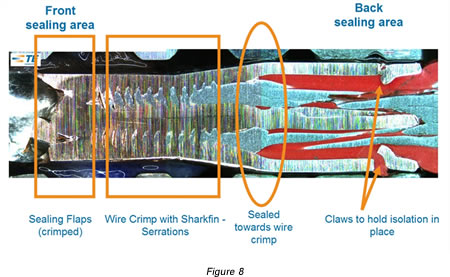 To prevent electrochemical corrosion, the insulation at the rear end of the crimp barrel is included in the crimping process, (Figure 8). At the front end of the crimp barrel, corrosion protection is achieved by rolling in additional material (sealing ties) as well as spot deposits of sealing agent. The finished crimp is corrosion-protected. All the elements necessary for this are integrated in the crimp barrel.
To prevent electrochemical corrosion, the insulation at the rear end of the crimp barrel is included in the crimping process, (Figure 8). At the front end of the crimp barrel, corrosion protection is achieved by rolling in additional material (sealing ties) as well as spot deposits of sealing agent. The finished crimp is corrosion-protected. All the elements necessary for this are integrated in the crimp barrel.
Given the high piece-number requirements involved in the automotive industry, the Al conductor termination system is designed as a fully automatic process, including applicator. Series tools are currently under development as a parallel process to application of the crimp at a vehicle manufacturer.
Exemplary Weight Savings
As cable harnesses are already among the most complex and heaviest components used in vehicles, any possibility for weight savings is an attractive proposition. A model calculation of realistic weight-saving potential was analyzed in an average mid-size car with a cable harness weighing just under 30 kilograms. For the substitution of Al wire for Cu conductors, exclusively larger cross-sections (>0.75 mm²) were analyzed, excluding the fine-signal conductors. Al conductors with the next-highest cross-section replaced the affected Cu conductors. Under these conditions, a purely computational weight savings of around 7kg was initially achieved. However, for the last decade in Germany, the solid battery terminals were already made of Al, so the actual potential for savings in this particular case study is 2-3kg per cable harness.
On Conductor Dimensioning
Although Al is a good conductor of electricity, it has only about 65% of the conductivity of Cu, so the substitution of Cu conductors generally entails using a larger cross-section. A useful rule of thumb here is to adopt the next interim size of conductor cross-section when exchanging Cu for Al. However, when dimensioning cables for use in vehicles today, it is well known that wide safety tolerances are adopted. This offers up a potential for weight savings, which has not yet been exploited. When designing cables and connections to account for real load situations (known as mission profiles), instead of considering exclusively worst case scenarios, the cross-section gain incurred when substituting the conductor material could potentially be an advantage, or in some cases avoided altogether.
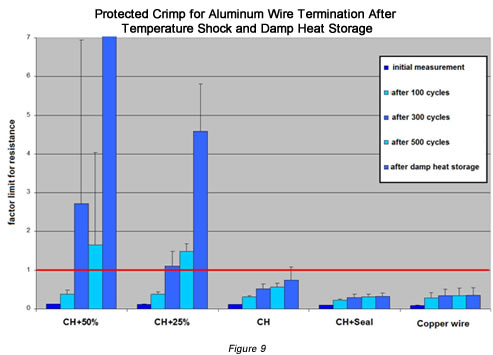
The new LITEALUM crimp for the fully automatic termination of Al stranded conductors is now in use. The durable electrical connection inside the crimp is due to a high degree of compression during the crimping process and the resulting partial cold welding. Conversely, the remaining residual stress inside the crimp is kept low enough to prevent creep in the conductor. An effective corrosion protection is integrated in the crimp barrel, making the connection suitable for unsealed connectors inside the vehicle passenger compartment as well. Al crimp connections have proven stable after temperature shock testing with 500 temperature cycles (-40°C/130°C) in humid heat (Figure 9).
However, as the cold-welding tendency depends on the quality of the Al wire used, the surface specification of the Al wire will be especially significant.
Contact TE with questions or feedback on this article.
By Dr. Ing. Helge Schmidt, Fellow, Manager Advanced Terminal & Connector Development Automotive Engineering, TE Connectivity; Volker Seipel, Manager PE Terminal/Contact Technology, TE Connectivity; Waldemar Stabroth, Director Marketing Technology & Innovation, Terminals & Connectors, TE Connectivity

- State of the Industry: 2022-2023 Connector Sales - April 16, 2024
- Amphenol is On a Roll - April 2, 2024
- Nicomatic Proves That Two Heads are Better Than One - March 26, 2024






