The Importance of Manufacturability in New Connector Product Designs
When new or custom connectivity products are the right solution for a design challenge, connector suppliers must meet complex design requirements and develop efficient manufacturing processes to produce high-quality products at a reasonable cost.
Manufacturability is a critical consideration in the design of a new connector product. In addition to supply chain factors such as materials availability and OEM capabilities, manufacturing processes need to be part of the design and development discussion, as the manufacturing of the product is where the bulk of the overall production cost will be determined.
Designing for manufacturability can help save on production costs, especially since many steps of the electronics assembly process still require a human touch. (Image courtesy of ILO Asia-Pacific per CC BY-NC-ND 2.0)
First, we need to address whether we are designing something standard or custom. Standard off-the-shelf offerings available from distributors or suppliers are typically lower in cost because they have been designed in a way that allows for efficient production without sacrificing quality. With new product development, connector companies must also develop processes to manufacture products as efficiently as possible, with the same goal of keeping costs down and creating a long-term manufacturing plan for that product. When a specific design that falls outside of standard products is required for a unique application, custom products come into play. This can range from adding a special type of plating to an existing product to a completely new connector developed for a limited purpose.
Next, we need to address whether we are designing a discrete pin or receptacle or a connector. When designing connectors, the discrete components need to incorporate press-fit features. These include barbs or knurls that “bite” into the plastic, allowing the part to remain inserted in the insulator. Standard parts should be assembled quickly and efficiently due to their popularity and widespread use. Since custom products are designed to meet a specific need, volumes also need to be considered. Long cycle times for machining and assembly processes may impact the throughput volume of a product. For critical applications, quality cannot be sacrificed for speed. If we go into the design phase knowing that a custom connector has high volume potential, custom tooling and/or processes will be evaluated to improve our ability to produce the part.
The Case for Hand Assembly
Manufacturability doesn’t always mean automation: Sometimes hand assembly is the best or only option. Several design features make a component well-suited for hand assembly processes. When it comes to hand-assembling interconnects, hand tools for crimping and swaging are ideal. Crimping is typically used to terminate wires to pins/connectors, while swaging is used to attach parts to a printed circuit board. Since these hand tools require the deformation of material, the pins should be annealed, softening the material to mitigate cracking of the base material and peeling of the plating. This also makes it easier on the operator, as less force is required to deform the material. For surface-mount applications, larger components — which are easier to handle and are able to remain upright on their own on the PCB — tend to make hand assembly easier.
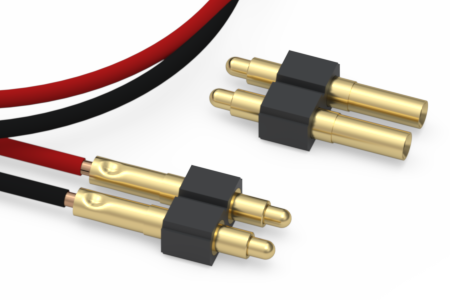
Mill-Max solder cup connectors simplify the process of making wired connections between PCBs or between PCBs and devices.
Special features that improve the hand soldering process, like solder cups, are not typically required for automated processes. Solder cups help simplify hand assembly by providing a feature designed to hold wires in place during the soldering operation. They also offer better visibility, provide easier access for the solder iron tip, and allow the solder to pool and form around the wire, which leads to better solder joints and more reliable connections. Solder cup pins are not only offered as discrete terminals but are also available in a variety of connectors. When assembled into connectors, solder cups are optimally aligned to facilitate the soldering process.
Features such as high-temperature insulators are necessary for connectors that are either soldered to boards or have wires soldered to the pins. They are also especially critical for hand-soldering, as individual operators may have different methods and levels of skill with a soldering iron.
Connectors are often used to make PCBs stackable and pluggable while maintaining the ability to easily swap boards out in case repairs need to be made. This is a later-stage hand-assembly process that is done after the components have been placed on the board. Several factors need to be considered when designing parts that will be plugged together, such as a header and socket. Tolerances are critical and should remain as tight as reasonably possible for each particular manufacturing process, since there are several different parts interacting with each other.
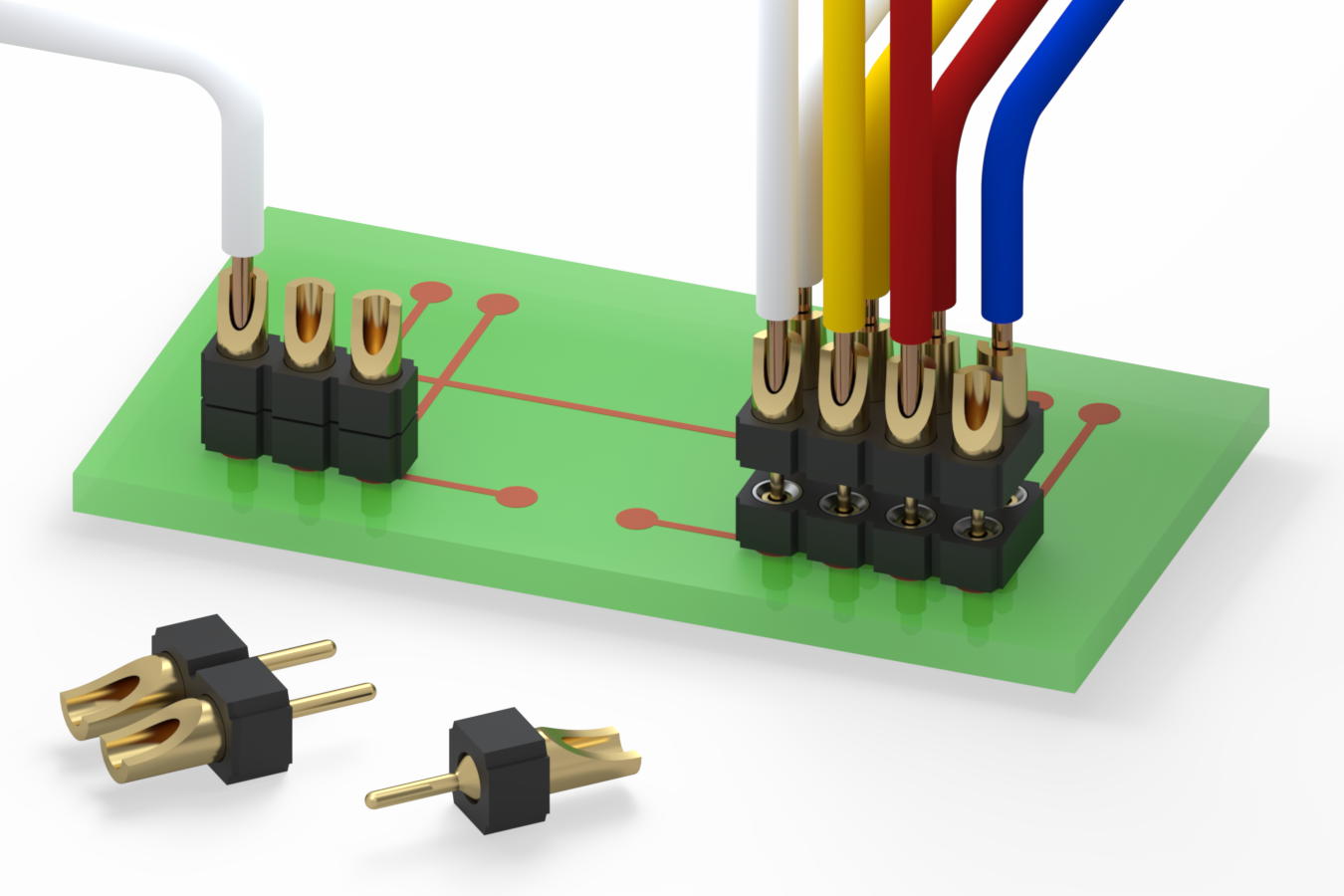
Spring-loaded headers save space on the board. Mill-Max’s low profile solder cup header delivers a 25% reduction in height over previous products. These solder cup headers are ideal for making wire-to-board connections where keeping overall height to a minimum is essential.
When using multiple connectors, tolerance values can stack up significantly and, if you’re not careful, can result in misalignment issues. This is even more of a concern in blind-mating applications, since the operator doesn’t have the ability to observe when the parts are aligned or when the connection is made, and misalignments can result in bent or broken pins, damaged contacts, and poor or missing connections. Spring-loaded connectors have become popular in these types of applications, as they are much more forgiving in terms of alignment since no actual insertion is required. The connection is made by simply having the plunger contact a conductive pad/surface on the board.
Insertion, extraction, and compression forces are another important factor to consider. The force required to insert a pin into a receptacle varies greatly depending on female contact designs and mating pin diameters. Typically, the more connections that need to be made, the lower you will want the insertion force of the receptacle to be since the forces are cumulative. As the amount of force increases, the risk of damaging the connectors or boards becomes more of a concern. Although board damage is not as much of a concern when using spring pins, forces still play a role. The electrical performance of spring-loaded pins is directly proportional to the amount of pressure the spring-pin plunger applies to the mating surface. The higher the force, the better the electrical interface. Spring pins have a rated travel, often half of a maximum stroke, which, when compressed to this distance, ensures the electrical and mechanical specifications of the pin will be met. Depending on the total number of spring-loaded pins being used, the total force must be considered as well.
Overall, when designing parts for hand-assembly, it’s critical to understand how the operator will use them and to incorporate features that will help support manufacturability and simplify the process. However, it is also important to ensure that the design is suitable for efficient automated manufacturing.
Design for Manufacturability: Automated Assembly
Automated assembly relies on the parts being presented to the assembly equipment in a way that is efficient for handling. That typically means parts are packaged on tape and reel or in tubes that can be incorporated into automatic feeder equipment. Connectors can often be packaged on tape and reel or in tubes, but discrete pins are generally packaged on tape and reel for efficient automated assembly.
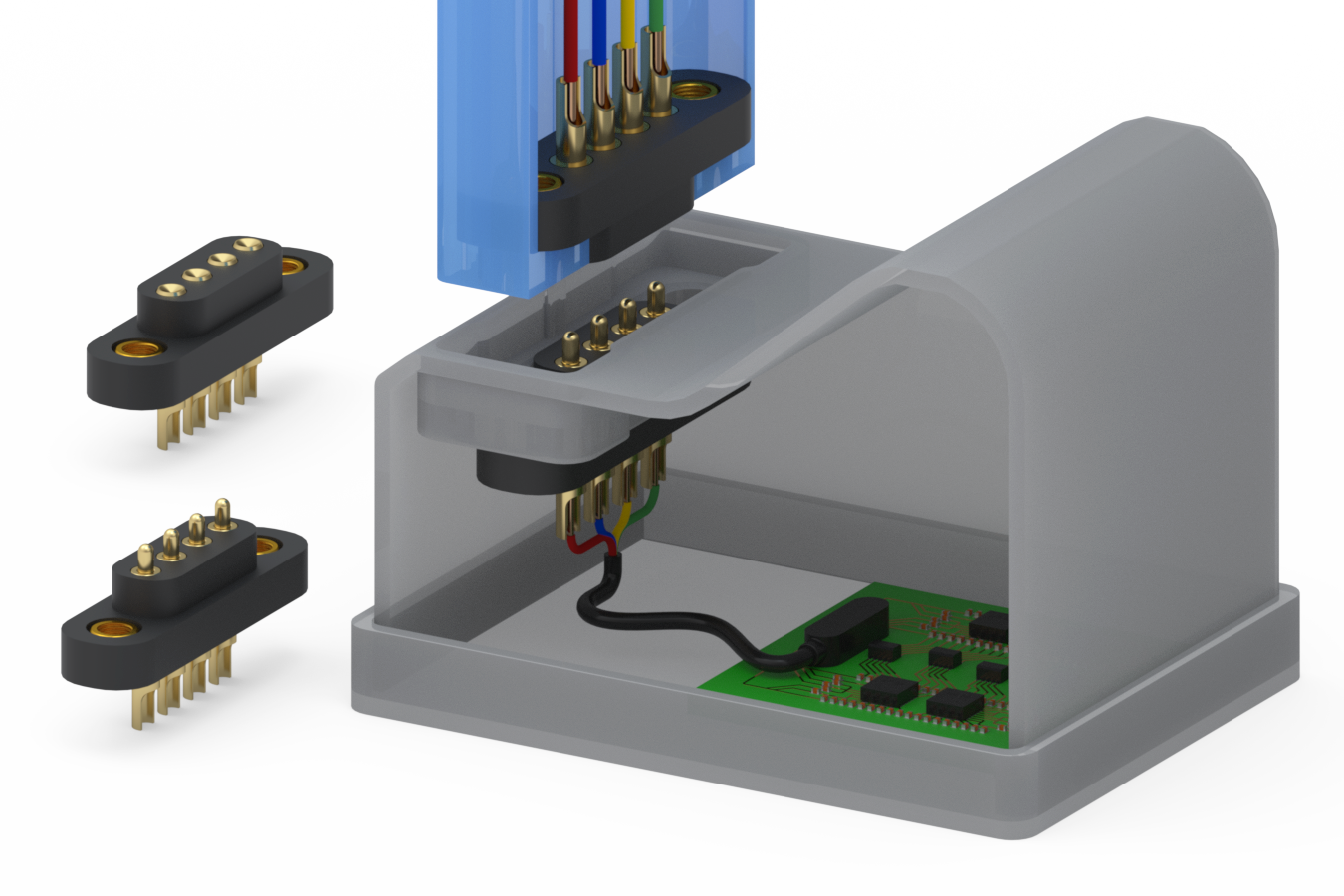
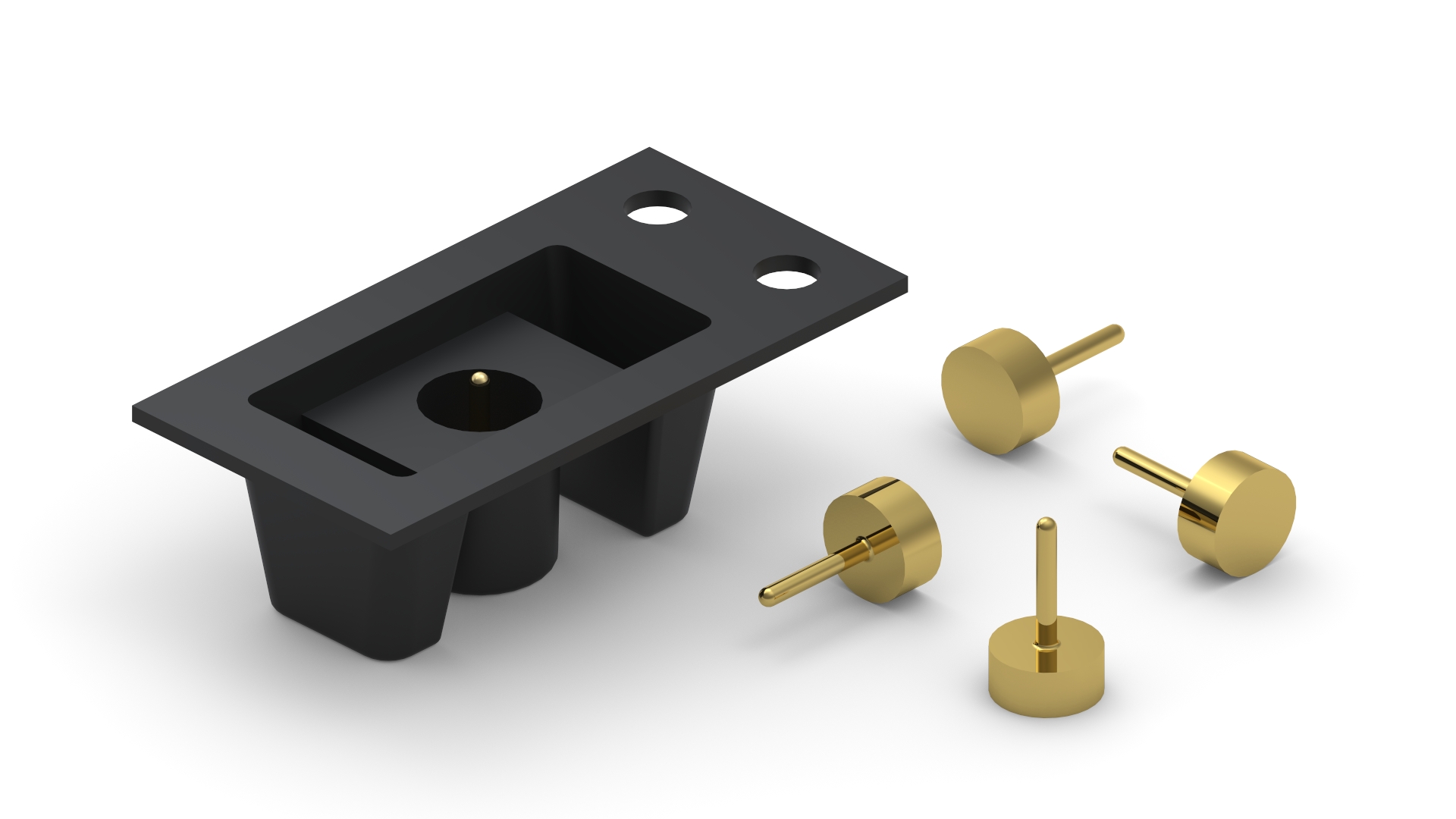
Mill-Max’s solderless, compression style spring-loaded connectors have two active plungers and are designed to utilize hardware to secure them in position. Since no soldering is required, they facilitate easy adjustment and flexibility during assembly and simplify removal and replacement.
When designing for automated manufacturing, you should aim to take advantage of the force of gravity, as a part’s center of mass or balance can have a profound effect on its ability to be efficiently loaded into a tape pocket. The shape of the part and/or the orientation of it in the tape pocket also plays a role in the design and can restrict certain parts from being used in this type of packaging. Having an exposed flat surface is also ideal when designing parts for pick-and-place assembly, as it allows for easy removal of the part from the pocket. Pick-and-place caps are available for customers who favor or require it but, given the ongoing advancements in pick-and-place nozzle technologies, some customers can forgo this feature. If so, it can result in cost savings in the piece price, and it also typically allows for more parts on tape and reel.
Tape-and-reel packaging is designed to bring speed and precision to the automated assembly process.
Emerging Manufacturing Trends
As the miniaturization of technology continues to require more processing power in smaller packages, customers want low- or zero-profile connectors as well as higher density connectors. The more connections you can fit in an area, the better. Spring-loaded pins and connectors have also become very popular, as they create solderless connections easily, making them perfect for blind mating and quick-connect applications. Spring-loaded pins and connectors are available in a variety of heights and strokes to address a diverse set of interconnect requirements, from low-profile charging and signal transfer to stacking of multiple boards. In addition, due to the compliance of the compressible plunger (typical stroke ranges for which extend from 0.024” to 0.090”), they are ideal for accommodating uneven mating surfaces and adjusting for stack-up tolerances.
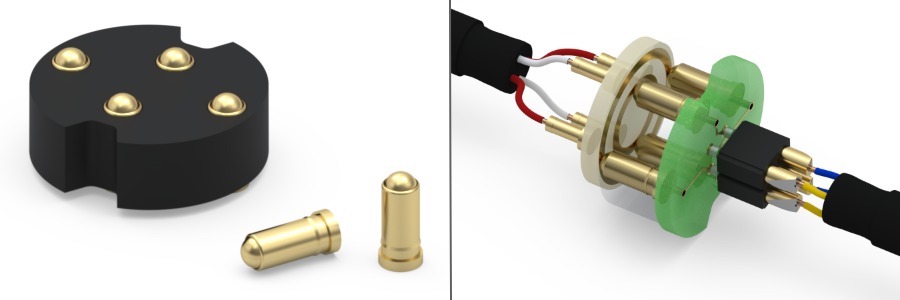
The Omniball spring-loaded contact features a rolling ball interface, enabling mating components to engage in lateral, rotational and angular alignments while providing optimal electrical, mechanical, and structural reliability and supporting manufacturability.
One of the largest transitions we have observed is the shift to tape and reel packaging. Customers rely on this type of packaging over any other when it comes to automating their board assembly process. This packaging used to be reserved purely for surface-mount parts, but as the technology has improved, customers have increasingly requested through-hole parts and connectors to also be packaged on tape and reel. To increase efficiency and reduce costs, companies like Mill-Max design and produce their own tape in-house. Each tape is designed according to EIA-481 standards to ensure its quality.
Connectors most suitable for tape and reel packaging and automated assembly share the following characteristics:
- Low-profile is best: The more parts there are per reel, the easier they are to handle and the more stable they are in the pocket.
- A flat-top surface is ideal for pick-and-place manufacturing equipment.
- Part symmetry is useful but rare, as it allows part orientation to be ignored.
- Part ratio, height to width: Short and wide is best, because the pockets for these parts are sturdy and easier to form, which makes the parts easier to load and retain. Thin, deep pockets are delicate, challenging to form, and problematic to load.
- Long connectors are also not desirable, as issues of flatness and coplanarity arise as parts exceed an inch in length, which is especially troublesome for surface-mount processes. Longer parts can also be difficult to process because they are more affected by the heating and cooling experienced by the PCB and the connector as the assembly passes through the soldering line. The thermal coefficient of expansion (TCE) and thermal mismatch of PCB and connector insulator materials play a greater role as the part length increases. Plus, longer connectors mean wider tape, which means fewer reels can be loaded onto pick-and-place manufacturing equipment.
- It’s critical for SMT parts to be in balance when placed on the board, otherwise they will topple over during the reflow process. This means that connector leads need to be the proper size and shape to support the connector. Leads should generally be made as large as the board layout will allow.
- Since automated assembly typically involves high-temperature soldering processes, connector insulators need to be made from materials that can withstand these temperatures, such as PCT, Nylon 46, Ryton, and glass-reinforced epoxy.
Discrete pins suitable for tape-and-reel packaging and automated assembly also have specific characteristics:
- The first consideration is orientation. Will the part be packaged vertically or horizontally in the tape?
- For vertical orientation, parts with a larger top than base (like through-hole components) make pocket forming and loading simpler and more efficient. Parts with a larger base than top are better suited for SMT, as they will be more stable when placed on the board. However, this shape makes pocket loading more difficult and, depending on other design features, may also lead to poor part retention and excessive movement in the pocket.
- For horizontal orientation, the most important factor is for the part to have flat surfaces on the top and bottom, as this will enable efficient loading into and extraction from the tape pocket.
When a new or custom connector is the best option for a given application, a number of decisions can be made that will help ensure successful, cost-effective manufacturability. Designers should confer with experienced connector companies to uncover strategies that will help bring their unique needs and goals into reality.
Like this article? Check out our other manufacturing, automation, and Connection Basics articles, our Industrial and Military/Aerospace Market Pages, and our 2020 and 2019 Article Archives.
- The Importance of Manufacturability in New Connector Product Designs - November 10, 2020




