Who Owns Connector Selection Responsibility?
When an end product fails due to a faulty connector, the team that takes the blame may not be the group that was ultimately responsible for the final purchasing choice. In the end, who owns connector selection responsibility?
 Many times, when a field problem is tied to specific connector, the question asked is, “Who selected that crappy connector in the first place?” The answer is often not who selected the connector in the first place, but rather who selected it in the last place.
Many times, when a field problem is tied to specific connector, the question asked is, “Who selected that crappy connector in the first place?” The answer is often not who selected the connector in the first place, but rather who selected it in the last place.
Connectors are often considered non-critical passive devices in a complex system and are frequently selected and designed in according to factors that are important to a number of different entities within a company.
The selection process often starts with the R&D function, where the primary concern is to prove the system functionality, regardless of cost and manufacturability. The connectors selected at this early stage are passed to the development team, whose responsibility is to refine and further develop the system. That group often maintains the original connectors specified in the design.
The design is then passed to a sustaining engineering team that oversees the design and documentation of the system, again maintaining the connector selection.
But then the design reaches the purchasing/procurement/supply chain management department, which is usually motivated to reduce cost and assure availability over making the right technical selection.
Finally, and frequently, the manufacturing responsibility, which today is often outsourced, may have the authority and ability to make component decisions to further reduce cost and streamline the manufacturing processes. They may select or change the connectors based on a myriad of non-design factors, such as past experience, cost, supplier relations, availability, manufacturing compatibility, etc.
These decisions can lead to severe problems after the end product is released to the market. Furthermore, these problems may not be apparent until the product has been in use for some time. Issues that arise at this stage can require expensive retrofits in the field and may even damage the company’s reputation.
Connectors associated with industry standards are generally less susceptible to initial field problems, but may still have weaknesses in other subtle features, such as mounting techniques, material selection, plating finishes, and more. Even connectors that are considered “industry standard” may be misapplied and not perform adequately in application and use conditions.
The authority to change selected connectors based on equivalent form, fit, and function may be asking for problems in that, while a connector may appear to be the same, it may not have undergone an adequate qualification process.
In addition to obvious product performance requirements, compliance to standards established by safety agencies and government regulating bodies can and should influence connector selection.
Be aware that there are many counterfeit connectors on the market, some with the same manufacturers’ part numbers and appearance as the authentic product. This is another area where management of the supply chain is important.
The manufacturing group, whether internal or outsourced, should be encouraged to strive for lower cost and ease of manufacturing. However, they should not be given carte blanche authority to substitute connectors without approval from the responsible design control function.
Recommendations:
- Utilize a project team approach in product development: Make sure the manufacturing and purchasing departments are represented and understand the importance of connector priorities throughout the development process.
- Assign distinct responsibilities to each team that make clear its role in connector selection and approval throughout the complete design and manufacturing cycle.
- Recognize that the function or team accountable for product performance must control any outsourcing of parts for the product design. The design of the mechanical packaging and component selection is as important as the design of the electrical circuit and the firmware.
- Consider connectors as critical-to-design-and-function components and include them in the design review process.
- Avoid the use of commercial item part numbers, which are often used for generic hardware items.
- Include qualification of connectors in the product design verification and validation steps of the product development process.
- Document approved connector suppliers and specific part numbers.
- Require OEM engineering approval and traceable documentation for connector substitutions and/or changes. This is an implicit requirement of ISO 9001 clause 7.3.7, “Control of Design and Development Changes.” It states: “Design and development changes shall be identified and records maintained. The changes shall be reviewed, verified, and validated as appropriate and approved before implementation. The review of design and development changes shall include evaluation of the effects of the changes on constituent parts and product already delivered. Records of the results of the review of changes and any necessary actions shall be maintained.”
- Require those upstream (connector manufacturers) and downstream (manufacturing assembly) to document and requalify all connector changes and modifications.
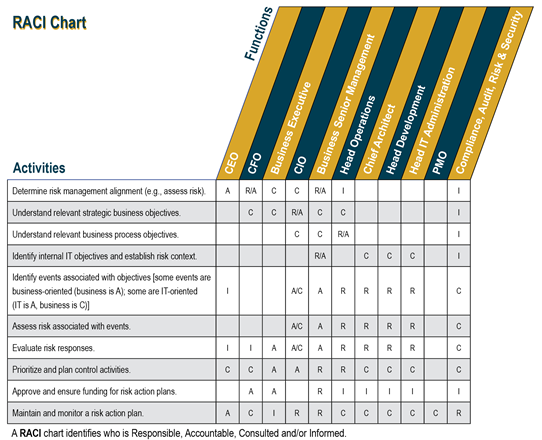
- Consider adopting an organizational “RACI” plan, which is basically a matrix outlining who in the chain of events is to be Responsible, Accountable, Consulted, or Informed regarding changes to connector selection.
By following these rather simple recommendations for connector selection, qualification, and substitution, many potential connector problems will be averted.
What are your thoughts on connector selection responsibility? Let us know by posting a comment below.
 Ed Reynolds, currently a principal consultant at APEX Electrical Interconnection Consultants, has more than 48 years of experience with most aspects of interconnection products. He has worked on a wide range of products including switches, fiber optics, fasteners, magnet wire terminations, sockets, modular jacks, high-speed I/Os, flex circuits, MID (molded-in-devices), and many surface-mount products. He has experience in the computer, peripheral, telecommunications, automotive, consumer durable, consumer electronics, motor, transformer, small appliance, and power tool industries. Reynolds held the title of principal engineer and director of development engineering at AMP.
Ed Reynolds, currently a principal consultant at APEX Electrical Interconnection Consultants, has more than 48 years of experience with most aspects of interconnection products. He has worked on a wide range of products including switches, fiber optics, fasteners, magnet wire terminations, sockets, modular jacks, high-speed I/Os, flex circuits, MID (molded-in-devices), and many surface-mount products. He has experience in the computer, peripheral, telecommunications, automotive, consumer durable, consumer electronics, motor, transformer, small appliance, and power tool industries. Reynolds held the title of principal engineer and director of development engineering at AMP.
If you’d like to read more “Connector Basics” articles, click here.





